How can a U-drill be machined on a CNC lathe?
When using a U-drill for drilling on a CNC lathe, the maximum radial adjustment for drilling depends on the overlap between the U-drill’s central and peripheral inserts. Radial adjustment affects the cutting force, so it’s recommended to choose a lower feed rate within the suggested range.
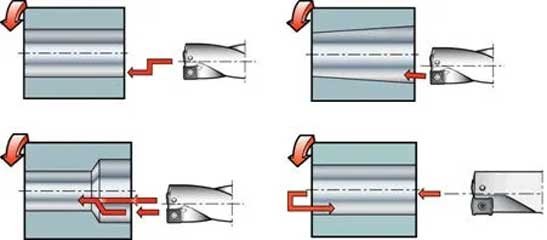
1. Radial Offset
Adjusting the radial offset allows for hole sizes larger than the nominal size of the U-drill bit. It can also be used for machining tapered holes, chamfers, and relief grooves, which enables thread cutting and chamfering in one pass on the CNC lathe.
2. Presetting on the Lathe
By presetting the U-drill on the CNC lathe, the manufacturing tolerances between the drill body, seat, and inserts can be eliminated. Under stable conditions, radial drilling can maintain a tolerance within ±0.05 mm (IT10-11).
3. Tool Holder Adjustment
This is a more accurate and stable solution for radial adjustment in rotating drilling applications on a CNC lathe. Using a sleeve allows a single tool holder to be compatible with various ISO drill shank sizes.
Typically, the radial adjustment range is -0.2/+0.7 mm, achieving hole tolerances as low as ±0.05 mm. It is essential to ensure that the drill’s adjustment range is not exceeded.
Adjustments are made by turning the scale ring around the tool holder, marked in 0.05 mm increments, to display the tool’s radial displacement.
Due to the longer tool overhang and less balanced cutting forces generated by the offset, it’s necessary to reduce the per-revolution feed rate (Fn) on the CNC lathe.

4. Using an Eccentric Sleeve for Radial Adjustment
An eccentric sleeve can be used with indexable insert drills and ISO 9766 cylindrical straight shanks. It is intended only for presetting to achieve tighter hole tolerances.
When using the sleeve on a CNC lathe, a larger tool holder is required; for example, when using a 25 mm drill shank with a sleeve, a 32 mm holder should be used.
Note the following when using the sleeve: First, adjustments for holes smaller than the nominal drill diameter are not recommended. Second, turning counterclockwise decreases the diameter, while turning clockwise increases it. Finally, secure the drill in the holder with two screws and ensure that the bolts in the holder are long enough.
