How many kinds of the tool setting methods you know
Tool setting of CNC lathe is an important skill in processing. The accuracy of tool setting determines the machining accuracy of parts. The efficiency of tool setting directly affects the processing efficiency of parts. Tool setting is very important to the machining operation of machine tools.
First, The principle of tool setting
The purpose of tool setting is to establish the workpiece coordinate system. Intuitively speaking, tool setting is to establish the position of the workpiece in the machine tool workbench. In fact, it is to find the coordinates of the tool setting point in the machine tool coordinate system.
For CNC lathes, the tool setting point must be selected before processing. The tool setting point refers to the starting point of the tool moving relative to the workpiece when the workpiece is processed by the CNC machine tool. The tool setting point can be set on the workpiece (such as the design datum or positioning datum on the workpiece), or it can be set on the fixture or machine tool. If it is set at a certain point on the fixture or machine tool, the point must be consistent with the positioning datum of the workpiece. Preserve dimensional relationships with a certain degree of precision.
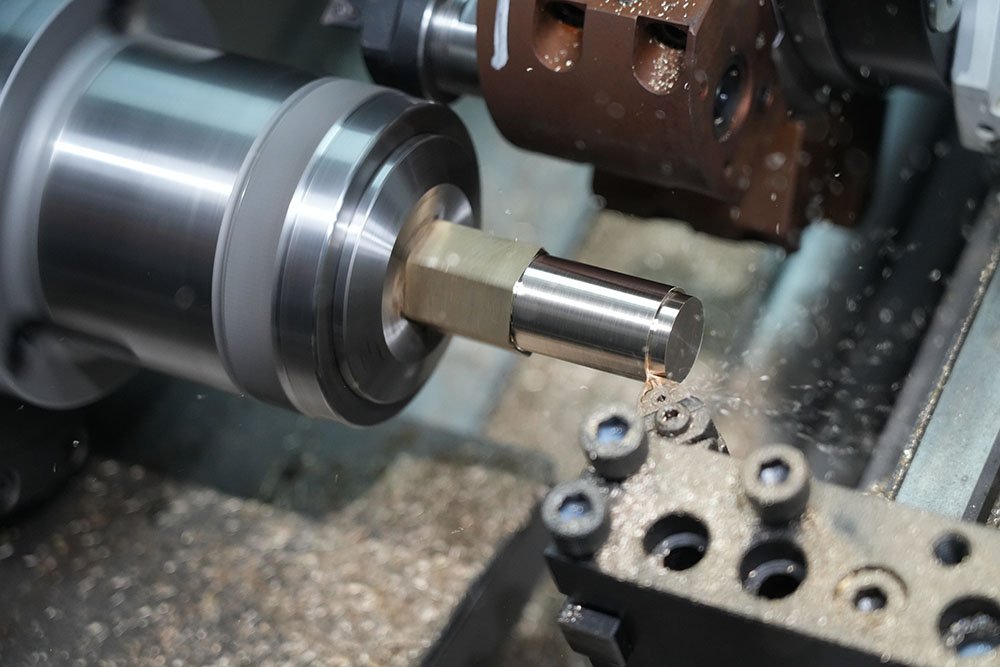
For the turning tool, the point of the tool point is the tip of the tool. The purpose of tool setting is to determine the absolute coordinate value of the tool setting point (or workpiece origin) in the machine tool coordinate system, and to measure the tool position deviation value of the tool. The accuracy of the tool point alignment directly affects the machining accuracy.
In the actual processing of workpieces, the use of one tool generally cannot meet the processing requirements of the workpiece, and usually multiple tools are used for processing. When using multiple turning tools for machining, the geometric position of the tool tip point will be different after the tool change when the tool change position remains the same, which requires different tools to be able to Make sure the program runs normally.

In order to solve this problem, the CNC system of the machine tool is equipped with the function of tool geometric position compensation. Using the tool geometric position compensation function, it is only necessary to measure the position deviation of each tool relative to a pre-selected reference tool in advance and input it to the CNC system. In the specified group number in the tool parameter correction column, use the T command in the processing program to automatically compensate the tool position deviation in the tool path. The measurement of the tool position deviation also needs to be realized through the tool setting operation.
Second,Tool setting method
In CNC machining, the basic methods of tool setting include trial cutting method, tool setting instrument and automatic tool setting. This article takes CNC milling machine as an example to introduce several commonly used tool setting methods.
Trial cutting and tool setting
This method is simple and convenient, but it will leave cutting marks on the surface of the workpiece, and the accuracy of tool setting is low. Take the tool setting point (which coincides with the origin of the workpiece coordinate system) at the center of the workpiece surface as an example to adopt the bilateral tool setting method.

Tool setting method with feeler gauge, standard mandrel and block gauge
This method is similar to the trial cutting tool setting method, except that the main shaft does not rotate during tool setting, and a feeler gauge (or standard mandrel, block gauge) is added between the tool and the workpiece. In this way, the thickness of the feeler gauge should be subtracted from the coordinates. Because the spindle does not need to rotate for cutting, this method will not leave marks on the surface of the workpiece, but the accuracy of tool setting is not high enough.
Plug rule, standard mandrel, block gauge to tool setting
The operation steps are similar to the method of trial cutting and tool setting, except that the tool is changed to an edge finder or an eccentric rod, which is the most commonly used method. High efficiency, can guarantee the accuracy of tool setting. When using the edge finder, you must be careful to make the steel ball part slightly contact with the workpiece. At the same time, the workpiece to be processed must be a good conductor, and the positioning reference plane has a good surface roughness. The z-axis setter is generally used for transfer (indirect) tool setting methods.

Transfer (indirect) tool setting
It is often necessary to use more than one knife to process a workpiece. The length of the second knife is different from the length of the first knife, and the zero point needs to be reset. However, sometimes the zero point is processed and cannot be directly retrieved. It is allowed to damage the processed surface, and some tools or occasions are not easy to directly set the tool. At this time, the method of indirect change can be used.
Dial gauge tool setting
Dial indicator (or dial gauge) tool setting method (generally used for tool setting of circular workpieces)
(1) Tool setting in x, y direction. Install the dial indicator rod on the tool handle, or attach the magnetic seat of the dial indicator to the spindle sleeve, move the worktable so that the center line of the spindle (that is, the center of the tool) is approximately moved to the center of the workpiece, and adjust the magnetic seat Adjust the length and angle of the telescopic rod so that the contact of the dial gauge touches the peripheral surface of the workpiece, (the pointer rotates about 0.1mm) slowly rotate the main shaft by hand, so that the contact of the dial indicator rotates along the peripheral surface of the workpiece, observe The easy movement of the pointer of the dial indicator, slowly move the shaft and shaft of the workbench, and after repeated repetitions, the pointer of the dial indicator is basically at the same position when the main shaft is turned (when the head rotates a circle, the beating amount of the pointer is at Within the allowable tool setting error, such as 0.02mm), it can be considered that the center of the spindle is the axis and the origin of the axis.
(2) Remove the dial indicator rod and mount the milling cutter, and use other methods of tool setting, such as the test cut method, the plug rule method, etc., to obtain the z-axis coordinate value.
Special tool setting tool setting

The traditional method of tool setting has the disadvantages of poor safety (such as feeler gauge tool setting, it is easy to damage the tip of the knife head-on), takes up a lot of machine time (such as repeated cutting several times for trial cutting), and has the disadvantages of large random errors caused by human beings. It can't adapt to the rhythm of CNC machining, and it is not conducive to the function of CNC machine tools. Using a special tool setting device for tool setting has the advantages of high tool setting accuracy, high efficiency, and good safety. It simplifies the cumbersome tool setting work guaranteed by experience, and ensures the high efficiency and high precision of CNC machine tools. It has become a A special tool that is indispensable for tool setting on CNC machining machines.