Tool Compensation Function for CNC Lathe Machining
1. Tool compensation function
Definition of tool compensation function
In the process of NC programming, in order to make the programming work more convenient, the tip of the NC tool is usually imagined as a point, which is called the tool point or tool tip point.
According to the actual size of the tool, the CNC machine tool automatically changes the coordinate axis of the machine tool or the position of the tool tool point, so that the actual machining contour and the programmed trajectory are completely consistent, which is called tool compensation ("tool compensation" on the system screen) function.
The tool compensation of CNC lathe is divided into:
Tool Offset (also known as Tool Length Compensation)
Tool nose arc radius compensation
The concept of tool position
The so-called tool point refers to the point used to represent the characteristics of the tool when programming and processing, and it is also the reference point for tool setting and processing. The tool position point of the CNC turning tool is shown in the figure. The tool point of a pointed turning tool usually refers to the tool tip; the tool point of an arc-shaped turning tool refers to the center of the arc edge; the tool point of a forming tool usually refers to the tool tip.

2. Tool offset compensation
The meaning of tool offset
Tool offset is a function to compensate the difference between the assumed tool length and the reference tool length. The CNC system of the lathe stipulates that the X-axis and the Z-axis can realize tool offset at the same time.
Tool geometric offset: tool offset due to different geometric shapes of tools and different tool installation positions.
Tool Wear Offset: The tool offset caused by the wear of the tool tip.

Tool setting operation using tool geometric offset
(1) Definition of tool setting operation
Adjust the tool position of each knife so that it coincides with an ideal reference point as much as possible. This process is called tool setting.
(2) The process of tool setting operation
Manually process the end face, and record the Z-direction mechanical coordinate value of the tool position point.
Manually process the outer circle, record the X-direction mechanical coordinate value of the tool position point, stop the machine to measure the diameter of the workpiece, and calculate the mechanical coordinate value of the spindle center.
Input the X and Z values into the corresponding tool geometry offset memory.

(3) The essence of tool setting operation using tool geometric offset
The essence of tool setting by tool geometric offset is to use tool geometric offset to make the origin of the workpiece coordinate system coincide with the origin of the machine tool.
Application of tool offset
Using the tool offset function, the machining error of the workpiece caused by incorrect tool setting or tool wear can be corrected.
Example: When machining the outer circle surface, if the diameter of the outer circle is 0.2mm larger than the required size, you only need to reduce the X value in the tool offset memory by 0.2, and reprocess the part with the original tool and the original program, that is This machining error can be corrected. Similarly, if there is an error in the Z direction, the correction method is the same.
3. Tool nose arc radius compensation (G40, G41, G42)
Definition of tool nose arc radius compensation
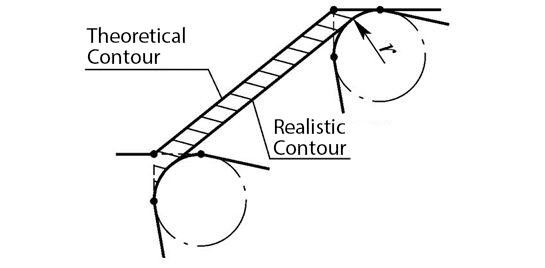
In actual machining, due to tool wear and finishing needs, the tip of the turning tool is often ground into an arc with a smaller radius, and the tool position at this time is the center of the arc of the tool tip.
In order to ensure the contour shape of the workpiece, the movement track of the center of the tool nose arc is not allowed to coincide with the contour of the workpiece to be machined, but it should be offset from the workpiece contour by a radius value. This offset is called tool nose arc radius compensation. The cutting edge radius offset of the circular turning tool is also the same.
Imaginary tool nose and tool nose arc radius
In an ideal state, we always imagine the tool position point of the pointed turning tool as a point, which is the imaginary tool tip (point A in the figure).

During the tool setting, the tool setting is also carried out with the imaginary tool tip. However, due to the process or other requirements of the turning tool in actual processing, the tip of the tool is often not an ideal point, but a circular arc (BC arc in the figure).
The so-called tool nose arc radius refers to the radius of the imaginary circle formed by the turning tool nose arc (r in the figure). In practice, all turning tools have different or similar tool nose arcs, and the imaginary tool tip does not exist in actual machining.
Machining error analysis without tool nose arc radius compensation
(1) When processing the step surface or end face, the size and shape of the processed surface are not greatly affected, but residual errors will occur at the center position of the end face and the clear corner position of the step.

(2) When processing the conical surface, it will not affect the taper of the cone, but will have a greater impact on the size of the large and small ends of the conical surface. Usually, the size of the outer conical surface will be enlarged, and the inner cone will be larger. The size of the face becomes smaller.
(3) When machining an arc, it will affect the roundness and radius of the arc.
When machining a convex arc, the radius of the arc after machining will become smaller
Its value = theoretical contour radius R – tool nose arc radius r.

(4) When machining a concave arc, the radius of the arc after machining will become larger
Its value = theoretical contour radius R + tool nose arc radius r.

Matters needing attention when performing tool radius compensation
(1) The establishment and cancellation blocks of the tool arc radius compensation mode are only valid in the G00 or G01 movement command mode.
(2) G41/G42 does not have parameters, and its compensation number (representing the tool nose radius compensation value corresponding to the tool used) is specified by the T command. The tool nose arc radius compensation number corresponds to the tool offset compensation number.
(3) Use the tangent cut-in method or the normal line cut-in method to establish or cancel the tool compensation. When it is not convenient to cut in and out along the workpiece contour line tangentially or normally, an auxiliary block of transition arc can be added according to the situation.
(4) In order to prevent the tool from overcutting during the establishment and cancellation of tool radius compensation, when establishing and canceling compensation, the starting position and end position of the block should preferably be on the same side as the compensation direction.
(5) In the tool compensation mode, it is generally not allowed to have more than two consecutive segments of non-moving commands in the compensation plane, otherwise the tool will also have dangerous actions such as overcutting. Compensation plane non-moving command usually refers to the block with only G, M, S, F, T command (such as G90, M05) and program pause block (G04 X10.0).
(6) When selecting the offset direction of the tool nose arc and the position of the tool edge, special attention should be paid to the difference between the front tool holder and the rear tool holder.