What are the operations performed in a CNC lathe?
Obviously, CNC lathe is the most popular Lathes on the market, and let’ study more about it. CNC means Computerized numerically controlled, which is widely used as a lathe in modern society because of its fast and accurate working.
The machine tool is controlled by computer programs. Once the program is loaded into the computer, it begins to operate at a high rate and with great accuracy. Even a preplanned programmed machine exists, in which once the code for the various tasks is set, the machine may begin operating without having to change the code again. After the initial setup, a semi-skilled worker may readily run it. These sorts of lathes, like capstan and turret, are also utilized for mass manufacturing, but there is no programmed feeding system. These lathes produce components with extremely tight dimensional tolerances.

What are the operations consisted of in a CNC lathe machine?
CNC lathe is a versatile machine tool, you can perform almost any operation but in general, Majorly, we use the CNC lathe for centering, facing, turning, chamfering, knurling, thread cutting, drilling, boring, reaming, spinning, tapping and parting off.
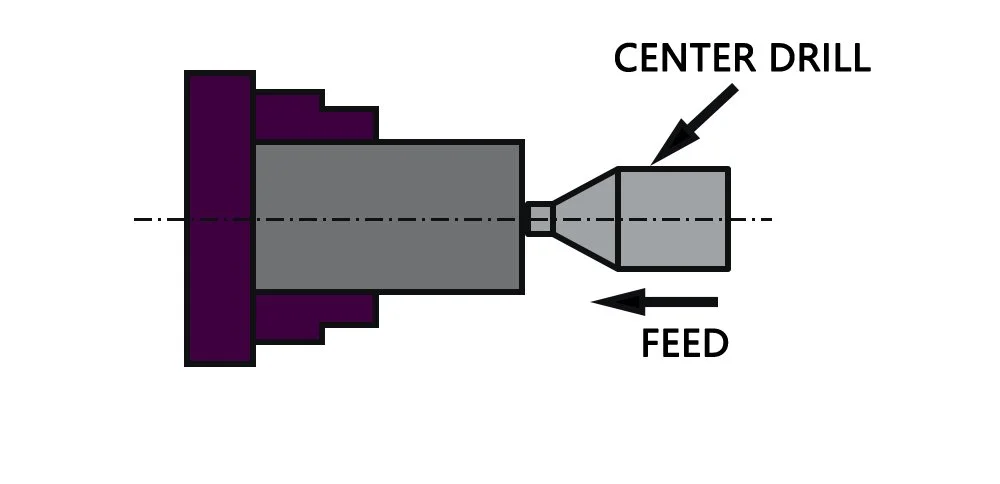
Centering operation in the lathe:
When the job must be held between two centers, we employ this operation to create a conical hole in the face of the job to serve as the bearing support of the lathe center. (There are two types of stocks: headstock and tailstock.)
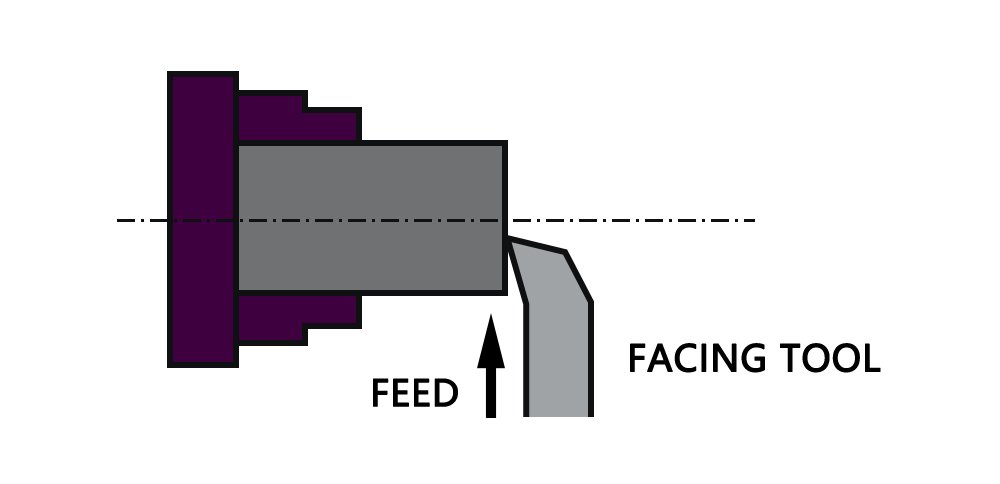
Facing operation in the lathe:
The purpose of the facing operation is to make the job's ends generate a smooth flat surface along the axis of operation or for a specific amount of time.
In this operation,
Use a three or four-jaw chuck to hold the workpiece on the headstock spindle.
Rotate the job by starting the machine at the desired RPM.
Provide a desired feed in the perpendicular direction of the job's axis.
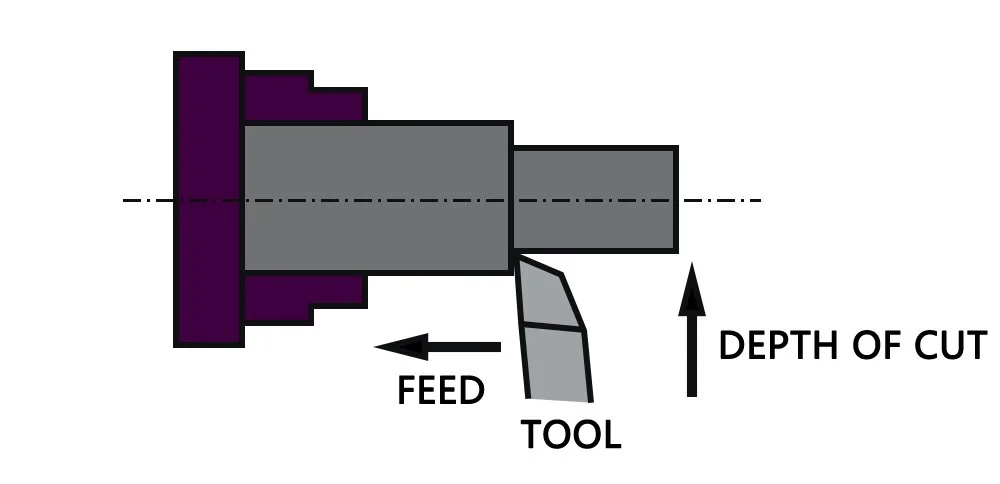
Turning operation in the lathe:
The process of removing surplus material from a workpiece in order to create a cone-shaped or cylindrical surface.
There are several types of turning operations, those are:
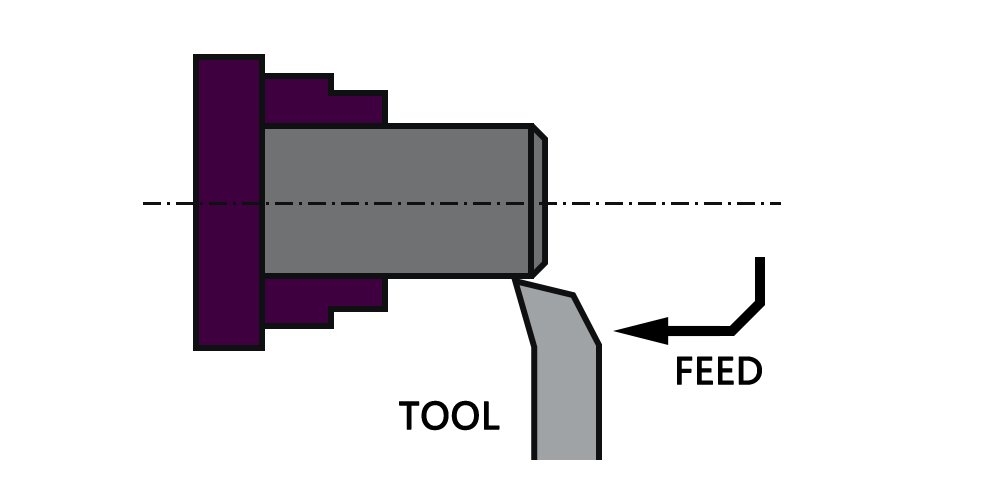
Straight Turning
This operation is done to produce a cylindrical surface by removing excess material from the
Workpiece, see as below ways
Secure the job with a suitable work holding mechanism and verify that the job axis is parallel to the lathe axis.
Place the cutting tool on the tool post with the cutting edge parallel to or slightly above the work axis.
Adjust the spindle to the desired feed rate.
Determine the depth of cut based on the finish or rough cut.
Begin the machining process.
Activate automatic feed to move the carriage with the tool to the required length, then deactivate the feed to return the carriage to its original position.
The procedure is continued till the task is completed.
Rough turning:
It is a method of removing extra material from a workpiece in a short amount of time by using a high rate of feed and a deep cut depth. The cut depth is 2 to 5mm, and the feed rate is 0.3 to 1.5mm each revolution.

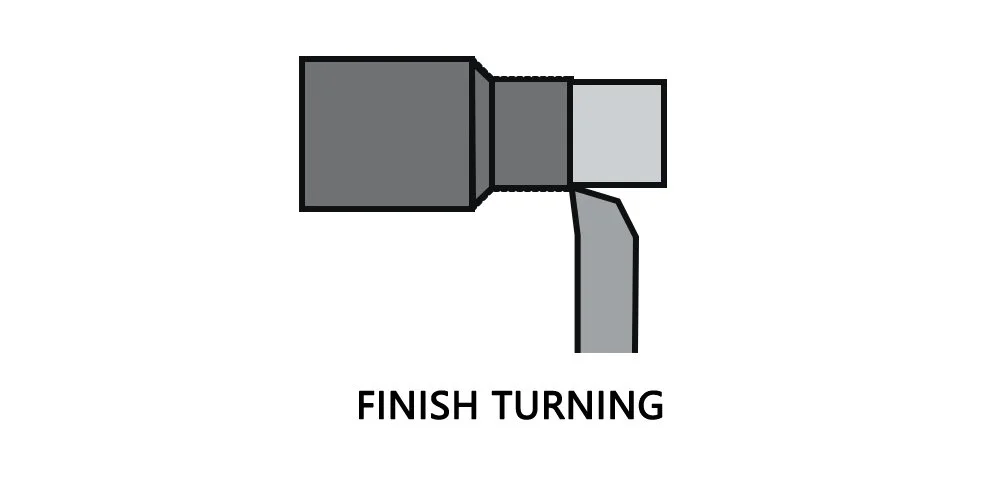
Finish turning:
To achieve a smooth surface, the finish turning operation necessitates a high cutting speed, a low feed rate, and a very shallow depth of cut. Finish turning has a cut depth of 0.5 to 1mm and a feed rate of 0.1 to 0.3 mm per revolution.
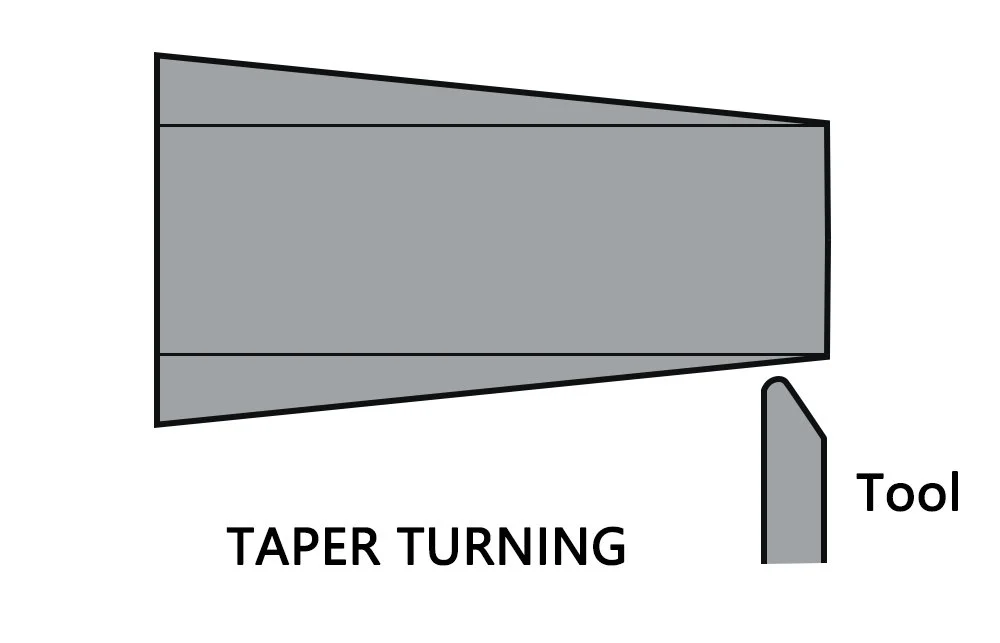
Taper turning:
Any of the following methods can be used to create a tapering form.
Using a form tool to turn the taper
The compound rest can be swiveled.
The process of resetting the tailstock
With the help of a taper turning attachment
Chamfering operation:
Chamfering is a technique for beveling the end of a work to remove burrs, improve appearance, and make a nut-bolt passage. Thread cutting, knurling, and rough turning are all done following this process.
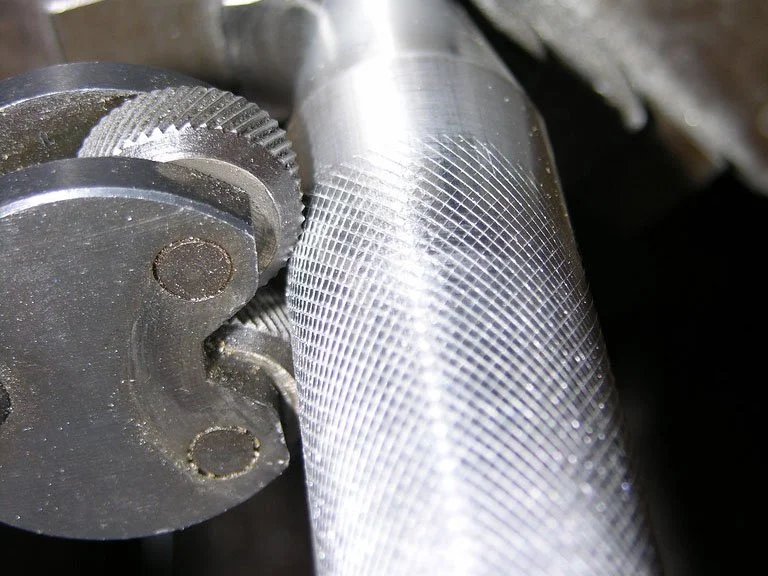
Knurling operation:
It is the technique of producing a rough surface on a workpiece so that it may be gripped effectively. The knurling tool is rigidly attached to the tool post and forced against the spinning job, leaving an identical replica of the tool on the job's surface.
Thread cutting operation:
It is the operation that is used to produce a helical groove on a cylindrical or conical surface
by feeding the tool longitudinally when the job revolved between the two centers.

Drilling operation:
Drilling is an operation by which we can make holes in a job. In this operation, the job is rotated at the turning speed on the lathe axis and the drilling tool is fitted on the tail-stock spindle. And the tail-stock is moved towards the job by hand feed.

Boring operation:
We can widen the diameter of an existing hole on a work by turning inside using a farm tool known as a boring tool in this process. The tail-stock is also equipped with a boring tool.

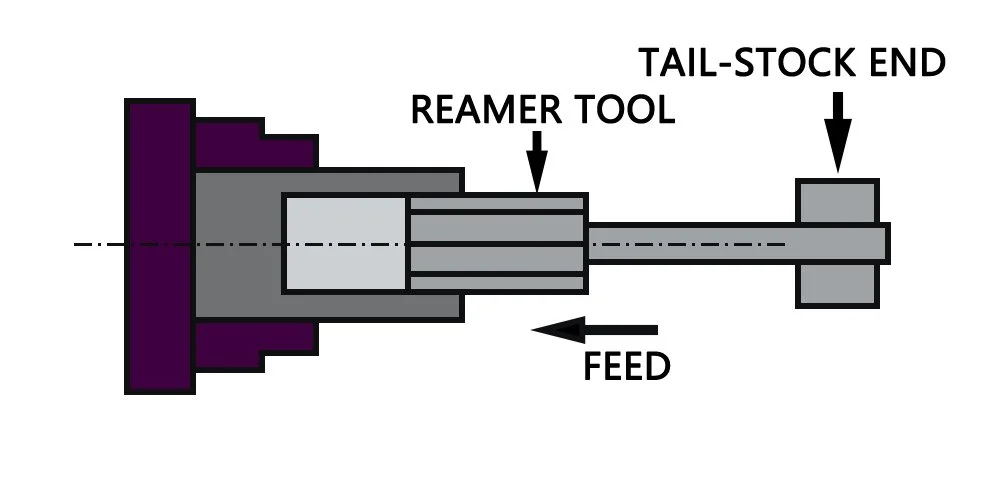
Reaming operation:
Reaming is the process of using a reamer to size or finish a drilled hole to the necessary size.
The tool is attached to the tail-stock.
Spinning operation:
The sheet metal job is held between the former and the tail-stock center rotates at high speed with the former in this operation.
The work is pressed on the periphery of the former by a long round nose forming tool tightly fastened on a specific tool post. As a result, the work has taken on the precise shape of the previous one.
This is a no-chip machining method.
Tapping operation:
Using a tool called a tap, we employ this procedure to create internal threads within a hole.
On most cases, three taps are used in an internal thread.
1. Taper Tap
2. Second Tap
3. Plug Tap
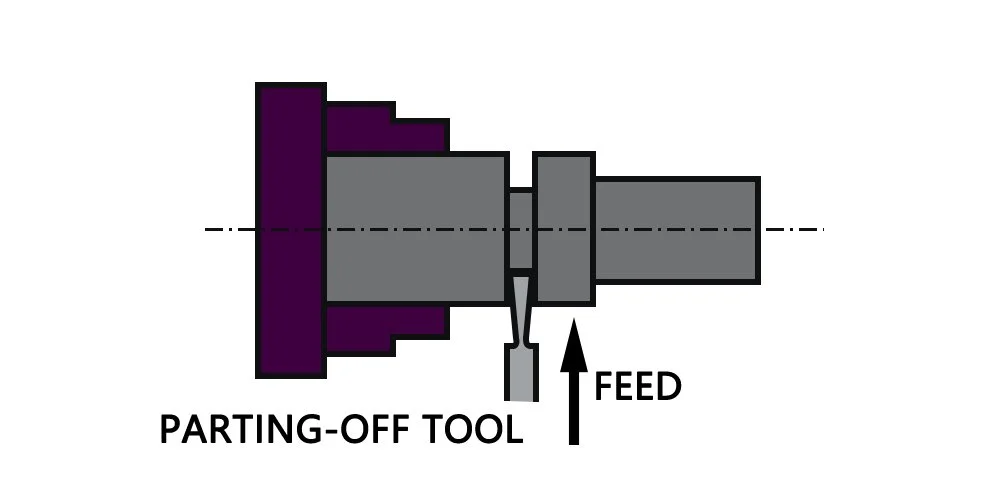
Parting-off operation:
It is the procedure of cutting off a bar-type job once the machining process has been completed. A bar-type job is held in a chuck and rotated at turning speed while a parting-off tool is slowly fed into the job until it reaches the job's center.