What is Deep Hole Drilling?
A deep hole is defined by its depth-to-diameter ratio (D:d), and typically holes greater than 10:1 are considered deep holes. Deep hole machining is widely used in manufacturing industries such as aerospace, automotive, mold, and energy.

What is Deep Hole machining?
Deep hole machining means machining of holes deeper than ten times the hole diameter. This can be done in different machine set-ups. The most common method is rotating the work piece while the tool is fed in a linear movement. Rotating tool is another option as well as a combination of the two.
Deep hole machining is generally performed on dedicated deep hole drilling/boring machines which are manufactured and assembled to optimize the processes for straightness and efficiency. Advances in technology allow our highly capable BTA and gun-drilling machines, produced under OEM, with applications exceeding depth-to-diameter ratio of 400:1.
Deep hole machining is a type of machining method that is dominated by specially designed tools. These special tools feature extended, high-precision shanks with support and integrated reamer. Besides, they combined with the latest cutting edge geometry, special tool material, efficient coolant and chip control. So the workpieces with high quality can be stably produced by maximum penetration.
Deep hole machining is used in a variety of materials from aluminum to super-alloys, and is capable of achieving tight diameter control, straightness, and superior surface finish into workpieces. Deep hole drilling processes work by using special tools and setups to deliver high pressure coolant, evacuate chips cleanly, and achieve depth-to-diameter holes into metal beyond what a common CNC machine can reach. This allows manufacturers to achieve their manufacturing tolerances and production requirements reliably, accurately, and efficiently.

Why choose Deep Hole Drilling?
When using a standard drill bit to machine deep holes, the first issue encountered is difficulty in chip evacuation. Chip clogging can hinder machining progress and quality, while also increasing drill bit wear and shortening its service life. Secondly, overheating is likely to occur during the machining process, leading to drill bit annealing or workpiece deformation. Lastly, standard drill bits lack sufficient rigidity, making them prone to deflection when machining deep holes, which affects straightness and positional accuracy. This results in rough hole walls that fail to meet high surface quality requirements, along with the risk of drill bit breakage.
In contrast, deep hole drills far surpass standard drill bits in precision when machining special deep hole components. When processing high-strength, high-hardness, or tough materials, the high rigidity and cooling system of deep hole drills can effectively handle the challenges. Particularly for aerospace engine turbine shaft components, using deep hole drills ensures the straightness and surface finish of the holes. Simultaneously, the internal cooling system effectively evacuates chips and cools the tool, making the machining process more efficient. This effectively addresses issues that standard drill bits struggle with, thereby extending tool life.

Operating points during deep hole machining
The concentricity among the spindle, the tool guide sleeve, and the tool/the workpiece holder support sleeve should meet the requirements.
The shape of the chip should be kept normal to avoid the formation of straight strips.
When using the drill with a higher speed to machine and nearly finish the through-hole, it should be slowed down or stopped to prevent damage to the drill bit.
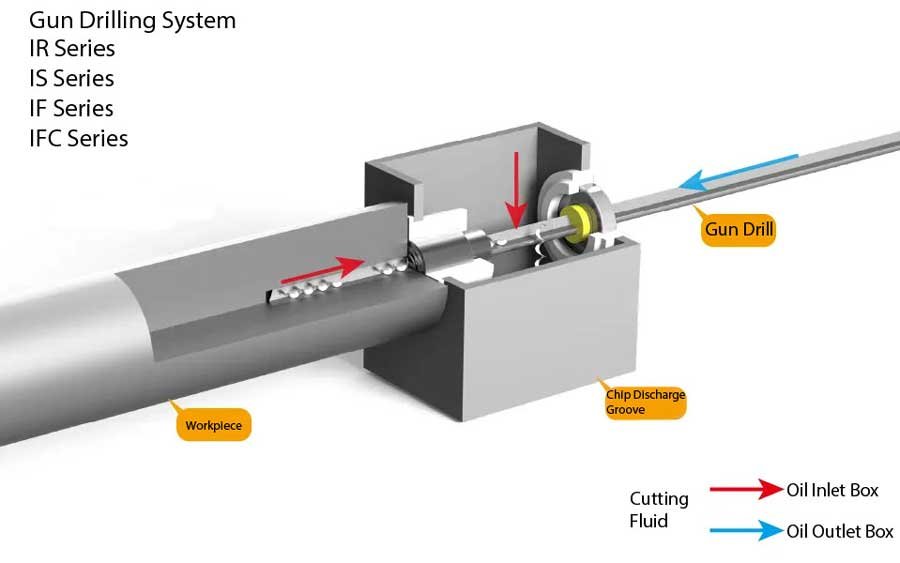
A lot of cutting heat will be generated during deep hole machining, and it will not dissipate easily. It is necessary to supply sufficient cutting fluid to lubricate and cool the tool. The cutting fluid system should be also unblocked and normal.
Difficulties of deep hole processing
The cutting condition cannot be directly observed. It only can be judged by listening to the sound, looking at the chips, observing the load of the machine tool, and the parameters of oil pressure.
The heat by cutting is not easy to dissipate.
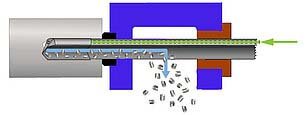
Chip removal is difficult. If the chip is stuck, it might cause damage to the drill bit.
Due to the long length of the drill rod, poor rigidity and easy vibration, the axis of the hole is easily deflected, which affects the processing precision and production efficiency.
Conclusion
Deep hole machining involves creating holes with a depth-to-diameter ratio greater than 10:1, commonly used in industries like aerospace, automotive, and energy. This process requires specialized equipment and tools, such as BTA and gundrilling machines, capable of achieving ratios up to 400:1.
Deep hole drills offer superior precision, rigidity, and cooling compared to standard drill bits, effectively addressing issues like chip evacuation, overheating, and tool deflection. They ensure high-quality results, including tight diameter control, straightness, and superior surface finish, especially in high-strength or tough materials. Key operating points include maintaining concentricity, managing chip shape, controlling speed, and ensuring adequate cutting fluid for lubrication and cooling.
Therefore, Smartlathe's series of deep hole drilling machines are undoubtedly an excellent choice. They are suitable for efficient deep hole drilling of shaft parts, brake master cylinders, and gears.
The function of this product boasts several key features.
Frame-type rigid body with linear guides, durable and long-lasting;
Vertical structure, easy to remove chips;
Special high-rigidity spindle structure, shock-resistant, with a long lifespan;
Dedicated hydraulic combination fixture, special structure of the hydraulic chuck, reliable clamping, and stable precision;
Various fixtures available to accommodate different workpiece positioning;
Spray gun or BTA deep hole drilling, high-pressure spray cooling with efficient filtration, high precision;
Independent setting of processing parameters, independent operation;
Can be equipped with a gantry or articulated robot and automated production line.
