Servo Turret and Hydraulic Turret on CNC Lathes
Servo turrets and hydraulic turrets are two commonly used turret types in CNC lathes. They differ significantly in structure, operating principles, and application scenarios, particularly in terms of drive method, control precision, structural design, and operational performance.
1. Servo Turret
In CNC lathes, servo turrets utilize servo motors and encoders for precise control and tool switching. The servo motor, with encoder feedback, ensures high-precision automatic tool changes. The structure of a servo turret includes components such as a servo motor, encoder, and transmission mechanism.

Advantages of servo systems:
High positioning accuracy: Typically, tool positioning errors are within a few hundredths of a millimeter, making them suitable for various machining tasks, especially high-end lathes requiring high precision and speed.
2. Hydraulic Turret
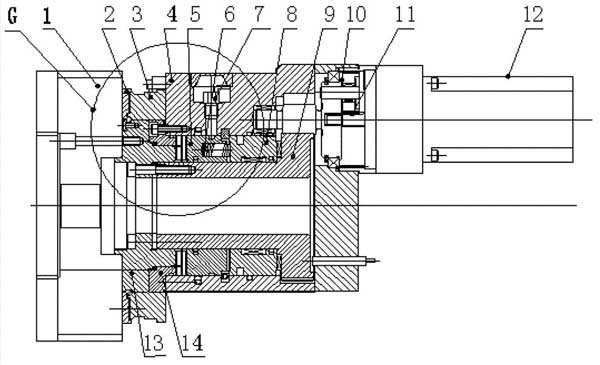
In CNC lathes, hydraulic turrets rely on hydraulic systems for drive. Their working principle involves hydraulic oil driving the turret's movement and switching, automating the cutting process. Hydraulic turret structures usually include hydraulic cylinders, pistons, and oil circuit systems.

Advantages of hydraulic systems:
Simple structure: Ideal for large machine tools and heavy-duty cutting scenarios.
Lower precision: Positional accuracy can range from a few hundredths to several millimeters, influenced by hydraulic oil temperature and quality.
3. Comparison Between Servo and Hydraulic Turrets
Structure:
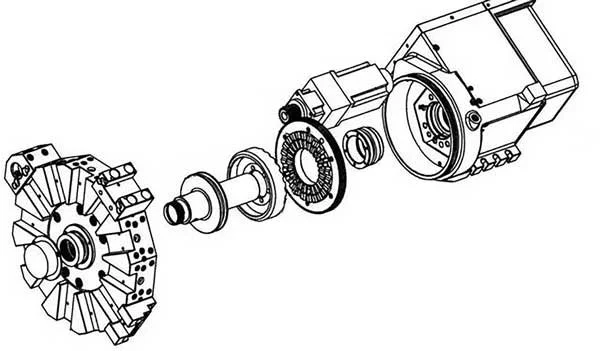
Hydraulic turrets typically consist of a housing, turret base, spindle, and a rotary ratchet disc. They operate through a hydraulic cylinder pushing a ring piston along the axis, causing the turret to rotate and lock in place.

Servo turrets, on the other hand, control tool positions via servo motors and encoders, enabling precise automatic tool changes.
Precision:
In CNC lathes, servo turrets use a closed-loop control system, achieving micro-level precision, making them ideal for high-precision machining. Hydraulic turrets rely on mechanical positioning, which is less precise.
Speed:
Servo turrets switch tools faster, reducing non-machining time and improving productivity. Hydraulic turrets have slower system response times, leading to longer tool-switching intervals.
Flexibility:
Servo turrets can freely switch tool positions according to program instructions, without being constrained by sequential tool changes like hydraulic turrets.
Energy Efficiency:
Servo turrets consume less energy as they only operate during tool changes, while hydraulic systems run continuously.
Noise and Stability:
In CNC lathes, servo turrets operate more smoothly and with less noise, suitable for noise-sensitive environments. Hydraulic turrets generate higher noise levels due to the hydraulic pump operation but offer greater clamping force and are less sensitive to electromagnetic interference, making them suitable for complex machining environments.
Maintenance and Costs:
Hydraulic turrets require periodic maintenance, such as oil replacement, which increases upkeep costs. Servo turrets are more complex and have higher manufacturing and maintenance costs but require less frequent maintenance.
4. Application Scenarios
Servo Turrets:
Best suited for high-precision CNC lathes, such as those used in aerospace, medical equipment, and environments requiring rapid tool changes and complex machining programs.
Hydraulic Turrets:
Suitable for general machining with moderate precision requirements, such as mass production of automotive parts, and for cost-sensitive users.
Hybrid Servo-Hydraulic Turret
To leverage the strengths of both systems, Smartlathe has adopted a servo-hydraulic turret. This design combines the precise control of servo motors with the robust locking force of hydraulic systems. The operating principle involves the servo motor providing power while the hydraulic system, via hydraulic cylinders and servo valves, ensures precise positional and speed control.
