Common Types of CNC Horizontal Deep Hole Drilling
CNC horizontal deep hole drilling is a machining technology used for processing holes with large depths. It is widely applied in industries such as energy machinery, aerospace, hydraulic equipment, and petrochemicals. The machine features a horizontal spindle arrangement, with the workpiece fixed to the bed, while the drilling tool operates with high rigidity and precision. Horizontal deep hole drilling offers good machining stability and efficient chip removal, making it especially suitable for deep hole processing in long workpieces. Common types of CNC horizontal deep hole drilling include: gun drilling, BTA drilling, deep hole rolling, and electrical discharge machining (EDM).
1. Gun Drilling
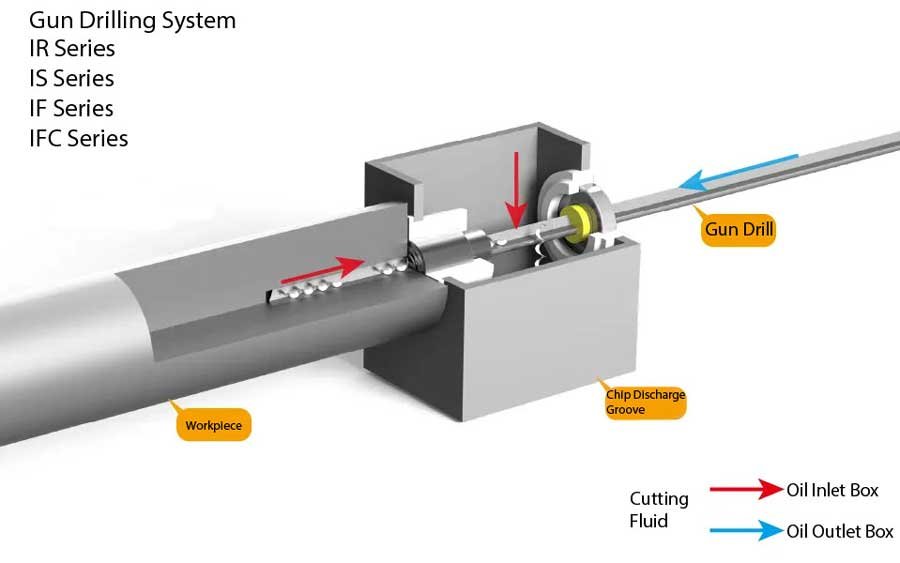
Gun drilling uses a single-edged tool with a central coolant passage. Coolant is injected under high pressure, lubricating and cooling the cutting area, while chips are removed through the tool's V-shaped groove. This method is suitable for small-diameter holes with large depth-to-diameter ratios (typically up to 50:1 or higher).
Gun drilling is often used for small-diameter deep holes, such as oil passages in hydraulic components, cooling holes in molds, and small holes in fuel injection systems of engines.
2. BTA Drilling (Boring and Trepanning Association)

BTA drilling uses a multi-edged tool with a coolant supply pipe on the outside. Coolant is injected around the tool, while chips are removed through the central hole of the tool. This technology is suitable for medium-to-large diameter deep holes (typically ranging from 20 mm to 200 mm).
BTA drilling is widely used for large hydraulic cylinders, oil well pipes, large shafts, and gun barrels, with depth-to-diameter ratios that can reach 100:1 or higher.
3. Deep Hole Rolling

Deep hole rolling is a non-cutting process that achieves surface treatment of deep holes through plastic deformation. It uses rollers or balls to apply pressure to the hole walls, causing plastic flow of the surface metal, thereby obtaining high surface finish and enhanced hole wall strength. Deep hole rolling is typically used as a finishing process after initial hole creation.
This process is suitable for deep holes that require high surface finish and wear resistance, such as hydraulic cylinders and high-performance aerospace components.
4. Electrical Discharge Machining (EDM)

EDM drilling removes material through high-frequency electrical discharges between the tool electrode and the workpiece. The discharge generates localized heat that melts and vaporizes the material, thus removing it and creating the hole. Since EDM does not rely on cutting forces, it is particularly suitable for hard materials or complex deep hole shapes.
EDM deep hole drilling is mainly used for materials that are difficult to machine using traditional methods, such as hard alloys or complex-shaped deep holes, including cooling holes in turbine blades, high-temperature alloy parts, and complex holes in precision molds.
5.Advantages and Disadvantages of Each Method
Gun Drilling:

Advantages: High precision, excellent consistency in hole diameter, and smooth surface finish (Ra 0.4–0.8). Long tool life and suitable for batch production.
Disadvantages: Lower cutting efficiency, especially when the depth-to-diameter ratio exceeds 50. Requires high-pressure coolant systems and filtration equipment.
BTA Drilling:
Advantages: High efficiency, ideal for mass production of large-diameter deep holes. Smooth chip removal and stable machining, especially for steel and alloy materials.
Disadvantages: High demands on machine rigidity, requiring machines with good load-bearing capabilities. Expensive tool costs, especially when tools need frequent replacement during deep hole processing.
Deep Hole Rolling:
Advantages: Achieves excellent surface finish (Ra 0.2–0.4) and increases hole wall hardness and wear resistance. Fast processing with no chip generation, making the process environmentally friendly.
Disadvantages: Limited to finishing operations and requires high precision in pre-machined holes. The rollers or balls used have a limited lifespan and need periodic replacement.
EDM Drilling:

Advantages: No cutting forces, making it ideal for machining hard and brittle materials or complex shapes. Versatile, capable of machining microholes and ultra-deep holes.
Disadvantages: Slow machining speed, making it unsuitable for mass production. Electrodes wear quickly, leading to higher operational costs.
6.Comparison of Techniques
|
Machining Method |
Hole Diameter Range |
Suitable Materials |
Depth-to-Diameter Ratio |
Surface Finish |
Typical Applications |
|
Gun Drilling |
1–40mm |
Aluminum, steel, alloys |
Up to 50:1 or more |
High (Ra 0.4–0.8) |
Hydraulic components, molds |
|
BTA Drilling |
20–200mm |
Steel, alloys |
Up to 100:1 or more |
Medium to high |
Hydraulic cylinders, shafts |
|
Deep Hole Rolling |
10–200mm |
All metals |
Dependent on pre-machining |
Very high (Ra 0.2–0.4) |
Hydraulic cylinders, aerospace |
|
EDM Deep Hole Drilling |
0.1–50mm |
Hard alloys, ceramics |
Unlimited |
High (customizable) |
Turbine blades, complex molds |
CNC horizontal deep hole drilling technologies play a vital role in modern manufacturing. Each method—gun drilling, BTA drilling, deep hole rolling, and EDM drilling—has distinct advantages and is suited to specific applications. For instance, gun drilling is ideal for small-diameter precision holes, while BTA drilling excels in large-diameter, high-efficiency machining. Deep hole rolling focuses on surface quality and strength enhancement, whereas EDM drilling overcomes material and geometry limitations. By selecting the appropriate technique based on workpiece material, hole dimensions, and production requirements, manufacturers can achieve optimal results in efficiency and quality. As technology evolves, these methods will continue to improve, meeting the demands of increasingly complex machining tasks.